LES MACHINES A FIL |
LES MACHINES A FIL |
|
|
Les machines à fil existent depuis les années 50. Même si leur début fut laborieux en raison du manque de précisions, elles sont aujourd'hui devenues de fantastiques machines capable de découper les métaux les plus durs avec une extrême précision. Elles ont comme bon nombre de machines outil reçu la commande numérique qui est une alliée de taille pour la précision de découpe au micron. En plus, la machine à fil ne tremble pas, ne produit pas d'effet de coupe, et exploite pleinement les capacités de la commande numérique. Par ailleurs, il n'y a pas d'usure d'outil.
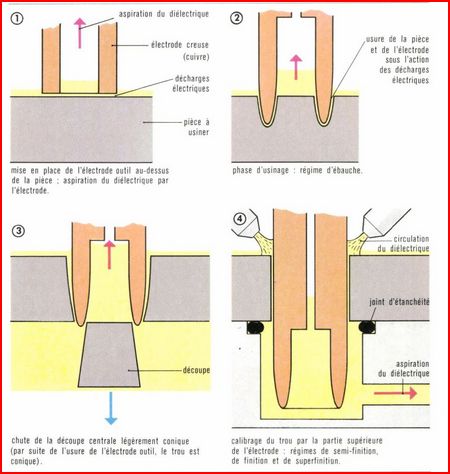
Elles fonctionnent grâce au principe de l'électro-érosion par enfonçage avec renouvellement constant de l’électrode (fil en continu)
.Si vous
avez des questions concernant les machines à fil, que se soit
un problème de fonctionnement ou un conseil, n'hésitez
pas à nous demander, nous serons très heureux de vous
répondre.
Les paragraphes ci-dessous présentent
quelques problèmes et leurs solutions mais il en reste encore
beaucoup !!!
![]()
PREPARATION
DE LA MATIERE
Sollicitation interne de la
matière.
|
Lors de la découpe d'une
partie intérieure d'une pièce à usiner à
sollicitation interne, il se peut qu'à partir de la
partie extérieure, en utilisant le système
d'électro-érosion EDM, on ne puisse obtenir les
dimensions requises, du fait de la sollicitation de la matière.
Afin d'éviter cela, ne pas découper la pièce
à usiner à partir du bord, mais prendre un trou de
2 à 5mm de diamètre et découper la pièce
à usiner à partir de ce trou.
|
|
Magnétisme résiduel de la matière.
Le magnétisme résiduel fait que les copeaux restent collé entre le fil et la pièce à usiner, ce qui rend l'usinage instable et entraîne un jeu non uniforme. De plus, la vitesse d'usinage diminue de manière importante.
Même si le magnétisme a déjà été enlevé d'une pièce à usiner, il y a lieu de le faire à nouveau après des opérations de polissage ou similaires, de sorte que la vitesse et la précision d'usinage puissent être maintenues.
TRAITEMENT A
CHAUD DES PIECES A USINER
En général, le traitement à chaud provoque une pression interne (pression résiduelle) dans une pièce à usiner et entraîne des fissures du fait de la surpression causée par le système d'usinage par électro-érosion. Pour éviter cette erreur, il est recommandé d'effectuer le traitement à chaud.
Précautions lors du trempage.
-Toujours effectuer le trempage deux ou plusieurs fois.
-Effectuer le premier trempage immédiatement après la fin du durcissement. C'est à dire élever la matière à la température de trempage dès que la température de la matière est descendue entre 50 et 60°C après durcissement.
-Le temps de revenu dépend de l'épaisseur de la matière. Maintenir la température de revenu pendant 3 heures pour chaque 25mm d'épaisseur, puis refroidir à température ambiante.
-La température de revenu doit être soigneusement maintenue uniforme à l'intérieur de la matière, parce qu'il s'agit d'une basse température. Utiliser un four électrique à circulation d'air pour tremper la matière dans de l'huile de revenu.
SOLLICITATION D'USINAGE DANS LE SYSTEME
D'ELECTRO-EROSION EDM.
Généralités
L'un des problèmes de l'usinage à l'aide d'un système d'électro-érosion EDM est l'effet de la sollicitation de la pièce à usiner sur la précision de l'usinage.
La sollicitation de la pièce à usiner se divise en deux types : La sollicitation provoquée par la pression interne de la matière même et la sollicitation provoquée par la chaleur produite au cours de l'usinage par électro-érosion EDM. IL peut y avoir d'autres sollicitations dues à la température ambiante ou à celle du fluide. Toutefois, cette section ne décrit que les procédés d'amélioration de la précision d'usinage relatifs aux deux premières sollicitations citées.
Les remèdes
Remède contre la sollicitation
due à la pression interne de la matière.
effectuer un usinage de préparation (réaliser des trous ou fentes) pour traitement à chaud uniforme ou usinage de préparation (réaliser des fentes) à l'aide du système d'électro-érosion après traitement à chaud.
Effectuer
le traitement à chaud avec soin.
Effectuer un traitement à
vide ou un traitement sous-zéro.
Choisir une
bonne matière.
Utiliser la matière hautement
fiable, telle que de l'acier à outil chaud.
Remèdes
contre la sollicitation due à la chaleur générée
par électro-érosion EDM.
a. Éliminer la
pression interne de la matière.
b. Réduire
l'énergie de décharge électrique.
c.
Utiliser un fil fin.
Rôle du fluide diélectrique
dans le système d'usinage par électro-érosion
EDM.
Rétention
de la décharge électrique.
Que
se passe t-il si on utilise de l'eau salée dans un système
à électro-érosion?
Il ne se produira pas de décharge électrique, mais il se produira un usinage électrolytique (l'inverse du placage), étant donné que le système utilise du courant pulsé CC.
C'est la raison pour laquelle une isolation constante entre le fil et la machine est importante dans l'usinage à décharge électrique.
Cette isolation constante signifie la résistance spécifique du courant diélectrique. Il est utilisé de l'eau comme base du fluide diélectrique.
D'autres systèmes EDM d'utilisation générale
utilisent de l'huile !
Refroidissement
Il
passe un courant maximum d'environ 8A lors de l'usinage d'une pièce
de 100 mm d'épaisseur avec un fil de 0.2mm.
Élimination
des copeaux
Dans l'usinage EDM par électro-érosion, l'espace de décharge est très étroit. Les copeaux dérangent la vitesse d'usinage, à moins qu'ils ne soient éliminés régulièrement. La viscosité de l'eau est inférieure à celle de l'huile, de ce fait, l'eau élimine les copeaux des espaces étroits plus aisément que l'huile.
Pas de risque d'incendie.
Le fonctionnement non
surveillé est possible durant la nuit, sans aucun risque
d'incendie.
Économie.
Il est utilisé de l'eau de robinet comme base de courant diélectrique, de sorte que le coût est bien inférieur à celui en cas d'utilisation d'huile ou d'autre fluides.
Conditions d'usinage inadéquates.
le
fil se rompt immédiatement après démarrage de
l'usinage ou le fil se casse fréquemment pendant l'opération.
L'énergie fournie est trop grande pour l'épaisseur
usinée ou les conditions d'usinage ( alimentation en courant)
inadéquates pour la vitesse d'usinage (avance de la table).
(symptôme)
Le
fil se rompt aux douilles d'alimentation de courant.
De la
poudre de cuivre ad ère aux douilles d'alimentation de
courant.
les douilles d'alimentation en courant sont
endommagées.
Flux diélectrique infé:rieur
incorrect (y compris douilles d'alimentation de
courant).
(symptôme)
Le fil se rompt
soudainement au dessus de la pièce à usiner.
causes :
Le flux inférieur est injecté à un angle. Le flux inférieur varie fortement. Le flux inférieur est lourd, provoquant des bulles. Le trou de refroidissement horizontal des douilles en diamant est obstrué par de la boue.
remède
Maintenir le flux inférieur en couches, remplacer les douilles ou régler leur position. Nettoyer le trou de refroidissement horizontal des douilles en céramique.
Modification de la tension du fil.
symptôme:
le fil se rompt fréquemment.
cause : le rouleau de guidage se déplace
irrégulièrement ou est excentrique. Le rouleau de
guidage est endommagé à la partie de contact avec le
fil, et les contacts du fil sont endommagés. Le rouleau de
guidage inférieur est obturé par des copeaux et ne
tourne plus. Le guide-douille n'est pas fixé fermement. Le
fil dérape sur le frein électromagnétique. Le
fil dérape sur le rouleau coinceur de prise, parce que sa vis
de réglage est desserrée. Les rotations du rouleau
d’alimentation de fil sont inégales. Le rouleau de
serrage de prise est fixé trop fortement.
Remède
Vérifier du doigt la tension du fil pour voir si la tension change rapidement ou lentement. Tourner le rouleau de guidage pour vérifier si la vis est desserrée, l'excentricité, les copeaux et le mou. Vérifier si les vis du guide-douille sont desserrées. Serrer les vis dans chaque partie, de sorte que le fil ne dérape pas. le frein électromagnétique ou similaire est monté incorrectement. remplacer les pièces défectueuses ou modifier leurs positions de montage pour réutilisation.
fil défectueux.
symptome
Le fil vibre visiblement de manière importante,
même avant le début de l'usinage. Un alignement correct
est impossible.
Le bruit de décharge est irrégulier
et le fil se rompt fréquemment immédiatement à
l'enclenchement de l'interruption d'usinage.causes :
-enroulement
trop serré à relâcher, fil torsion-né,
poudre de cuivre collée, surface rayée.
remède
remplacer
le fil!!ou augmenter la vitesse du fil.
PREVENIR
LES ECLABOUSSURES DE FLUIDE DIELECTRIQUE.
Lors de l'usinage par électro-érosion secondaire ou de l'usinage de bord, réduire le flux diélectrique, de sorte que la colonne de fluide recouvrant le fil ne soit pas interrompue et que le fluide n'éclabousse pas.
Régler un jeu de 0.1mm entre la surface inférieure du guide supérieur et la surface supérieure de la pièce à usiner. Un jeu supérieur permettra l'éclaboussement du fluide.
Ne pas appuyer sur la touche "fluide on" lorsque le guide supérieur est en position élevée, sinon le fluide est éclaboussé.
Pour l'usinage d'une pièce à usiner d'une épaisseur maximale de 30mm, avec paliers sur la surface supérieure, augmenter le flux inférieur au maximum et réduire le flux supérieur jusqu à ce que le fluide ne s'éclabousse plus.
|
|
|
|
Profil de la société Le parc Nos travaux Pour en savoir plus

